




ЕК-EТ-250Т технические характеристики
технические характеристики EK-EТ-250Т
№
Наименование параметра
Значение
1
Производительность Установки по утилизируемым
отходам кг/ч, не более
250
2
Род дополнительного топлива для обеспечения
параметров технологического процесса
Природный газ EN 16726
Дизельное топливо EN 590
3
Удельный расход дополнительного топлива:
- Природный газ EN 16726, м/t
- Дизельное топливо EN 590 t/л
40-60
20-30
4
Род тока, частота и напряжение
Трехфазный, 50 Гц, 380 В
5
Потребляемая мощность кВт
30, кВт
6
Максимальная температура в термолизном реакторе,
К (С)
773 (500)
7
Максимальное давление в термолизном
реакторе(изб) кПа
10,0
8
Максимальная температура дымовых газов из
дымовой трубы, К (С)
473 (200)
9
Масса установки, кг
12500
10
Климатическое исполнение по EN 60721
УХЛ
11
Минимальное кол-во персонала
2
12
Режим работы
непрерывный
Для установки EK-EТ-2500 требуется площадка размером не менее 15 (м) х 15
(м).
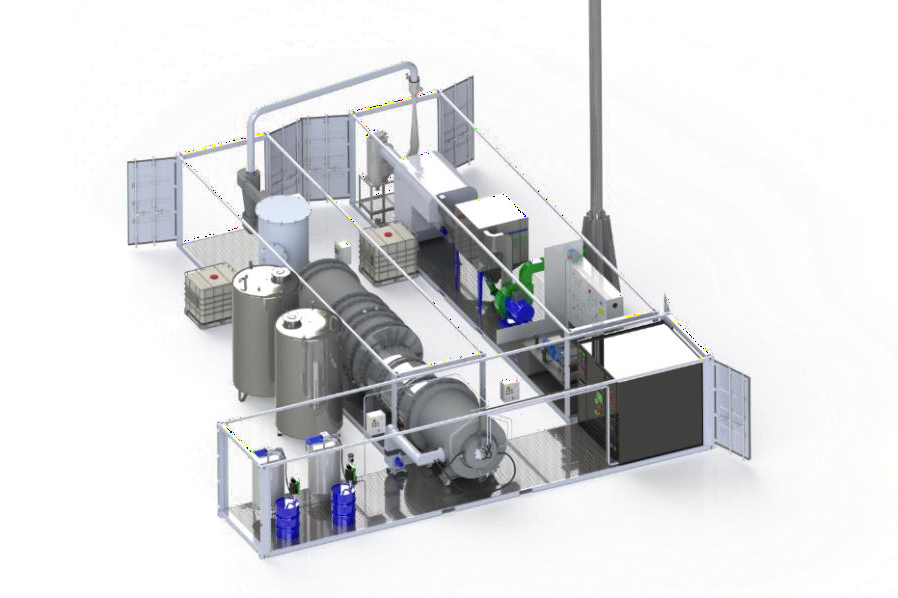
Описание технологического процесса:
Из приёмного бункера отходы закрытым шнековым конвейером подаются в
реактор термолиза непрерывного действия, где обезвреживаются при
температуре не менее 30°C (технологическая температура – 270°C).
Максимальная температура 500 °C.
В Реакторе термолиза происходит конвективный нагрев отходов без доступа
кислорода, испарение и частичное разрушение органических примесей.
Нагрев отходов осуществляется плавно за счёт постепенного перемещения
перерабатываемого продукта шнековым конвейером по камере Реактора
термолиза. Давление в камере Реактора термолиза поддерживается в
пределах 5 кПа (изб.) путём изменения расхода топливного газа, подаваемого в
горелочные устройства. Образующийся в процессе термолиза твёрдый
углеродно-минеральный остаток выгружается закрытым шнековым конвейером
в шлакоприемник.
Образующаяся в Реакторе парогазовая смесь через жидкостной скруббер
поступает в трёхступенчатый конденсационный теплообменник. В
теплообменнике парогазовая смесь охлаждается циркулирующей в системе
водой.
Реактор термолиза представляет собой горизонтальную герметичную ёмкость
со встроенным двухшнековым конвейером. Для загрузки отходов и выгрузки
минерального остатка Реактор снабжён герметичными шлюзовыми затворами.
Нагрев осуществляют горелочные устройства. Управления технологическим
процессом Реактора происходит под контролем регулируемых датчиков
температуры и давления, устройствами противопожарной защиты (азотной
рампой), запорной и запорно-регулирующей арматурой.
Циркуляция и охлаждение воды осуществляется насосом через блок
воздушного охлаждения. На линии всасывания насоса установлен
расширительный бак для компенсации изменения объема воды при нагреве и
охлаждении.
Продукты из теплообменника поступают в газожидкостный сепаратор, где
происходит разделение жидкой и газообразной фракций. Жидкая фракция
отводится через нижний патрубок в накопительный бак, термолизный газ
поступает в колонну осушки газа. После колонны осушки газа, термолизный газ
поступает в гидрозатвор под слоем 5-10% раствора соды, где очищается от
кислых компонентов. Очищенный газ подается в топку Реактора термолиза или
идет на нужды предприятия.
Жидкое топливо из накопительного бака периодически перекачивается в
топливный бак или на склад готовой продукции. Отделение воды
осуществляется с помощью фильтров.
Зольно-минеральный остаток (технический грунт) непрерывно выгружается из
реактора с помощью автоматизированного шнекового конвейера. В случае
возникновения аварийных ситуаций предусмотрена автоматическая подача
азота для предотвращения подсоса воздуха в реактор.
- Представленная технология гарантирует получение твердого остатка 2 класса
опасности “неопасные отходы”, согласно Рамочной Директиве об отходах
2008/98/ ЕС, и Директиве об опасных отходах 91/689/ЕЕС;
- Твердый остаток 2 класса опасности может быть использован для
рекультивации без ограничений;