




EK-ET-250T technical specifications
EK-ET-250T technical specifications
№
Name of the parameter
Meaning
1
Reusable
waste plant capacity kg/h, no more than
250
2
The type of additional fuel to ensure the
parameters of the technological process
Natural gas EN 16726
Diesel fuel EN 590
3
Specific consumption of additional fuel:
- Natural gas EN 16726, m/t
- Diesel fuel EN 590 t/l
40-60
20-30
4
Current type, frequency, and voltage
Three-phase, 50 Hz, 380 V
5
Power consumption kW
30, kW
6
Maximum temperature in the thermolysis reactor,
K (C)
773 (500)
7
Maximum pressure in thermolysis
reactor (excess) kPa
10,0
8
The maximum temperature of flue gases from the
chimney, K (C)
473 (200)
9
Installation weight, kg
12500
10
Climatic version according to EN 60721
УХЛ
11
Minimum number of staff
2
12
Operation mode
continuous
To install the EK-ET-2500, a platform with dimensions of at least 15 (m) x 15
(m) is required.
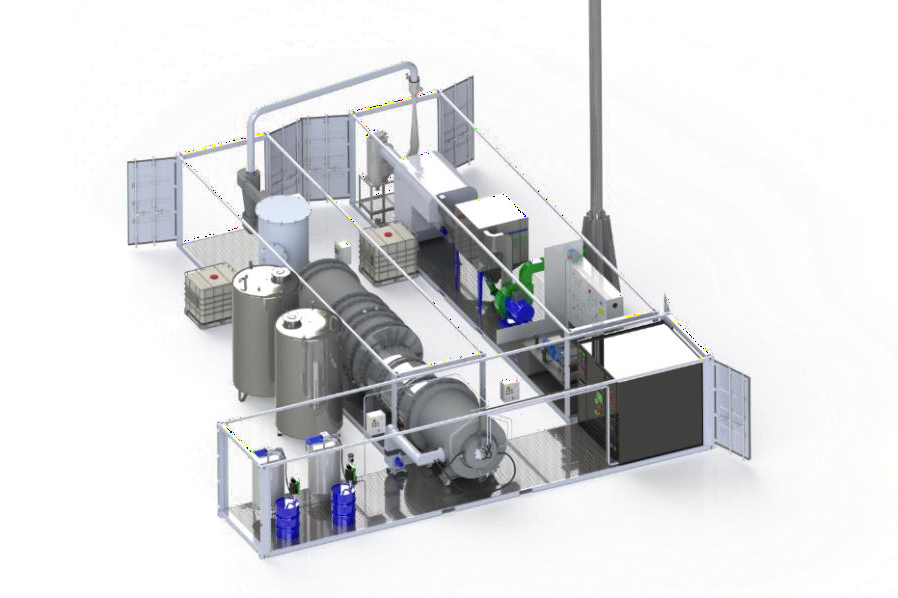
Technological process description
From the receiving bin, waste is fed by a closed screw conveyor to the
continuous thermolysis reactor, where it is neutralized
at a temperature of at least 30°C (process temperature 270°C).
The maximum temperature is 500 °C.
In the thermolysis reactor, waste is heated convectively without oxygen access, and evaporation and partial destruction of organic impurities occur.
The waste is heated smoothly due to the gradual movement of the
processed product by a screw conveyor through the
thermolysis reactor chamber. The pressure in the thermolysis reactor chamber is
maintained within 5 kPa by changing the flow rate of the fuel gas supplied to the
burner devices. The solid carbon-mineral residue formed during thermolysis is discharged into the slag receiver by a closed screw conveyor.
The steam-gas mixture formed in the reactor
enters a three-stage condensing heat exchanger through a liquid scrubber. In the heat
exchanger, the steam-gas mixture is cooled by the
water circulating in the system.
The thermolysis reactor is a horizontal sealed container
with an integrated twin-screw conveyor. For the waste loading and unloading of the
mineral residue, the reactor is equipped with sealed sluice valves.
The heating is carried out by burner devices. The reactor's technological process is controlled by adjustable temperature and pressure sensors, fire-protection devices (nitrogen ramp), and shut-off and control valves.
The water is circulated and cooled by a pump through an
air cooling unit. An expansion tank is installed on the suction line of the pump to compensate for changes in water volume during heating and
cooling.
The products from the heat exchanger enter the gas-liquid separator, where the
liquid and gaseous fractions are separated. The liquid fraction is
discharged through the lower pipe into the storage tank, and the thermolysis gas
enters the gas drying column.
After the gas drying column, the thermolysis gas
enters the water seal, where it is purified of acidic components by a 5-10% soda solution. The purified gas is supplied to the furnace of the thermolysis reactor or
is used for the company's needs.
Liquid fuel from the storage tank is periodically pumped into the
fuel tank or to the finished product warehouse. Water separation
is carried out using filters.
The ash and mineral residue (industrial soil) are continuously discharged from the
reactor using an automated screw conveyor. In the event of an emergency, nitrogen is automatically supplied to prevent air from sucking into the reactor.
- The presented technology guarantees the production of a solid residue of
hazard class 2 “non-hazardous waste”, in accordance with the Waste Framework Directive
2008/98/EC and Directive 91/689/EEC on hazardous waste; - Hazard Class 2 solid residue can be used for reclamation without restrictions;